
Информация, указанная на сайте – является ознакомительной и информационной. Не гарантируется наличие, любой позиции на конкретное время. Возможно заказать любой из указанных на сайте канатов – о сроках и стоимости просим Вас связываться с нами по указанным выше телефонам или по электронной почте.
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
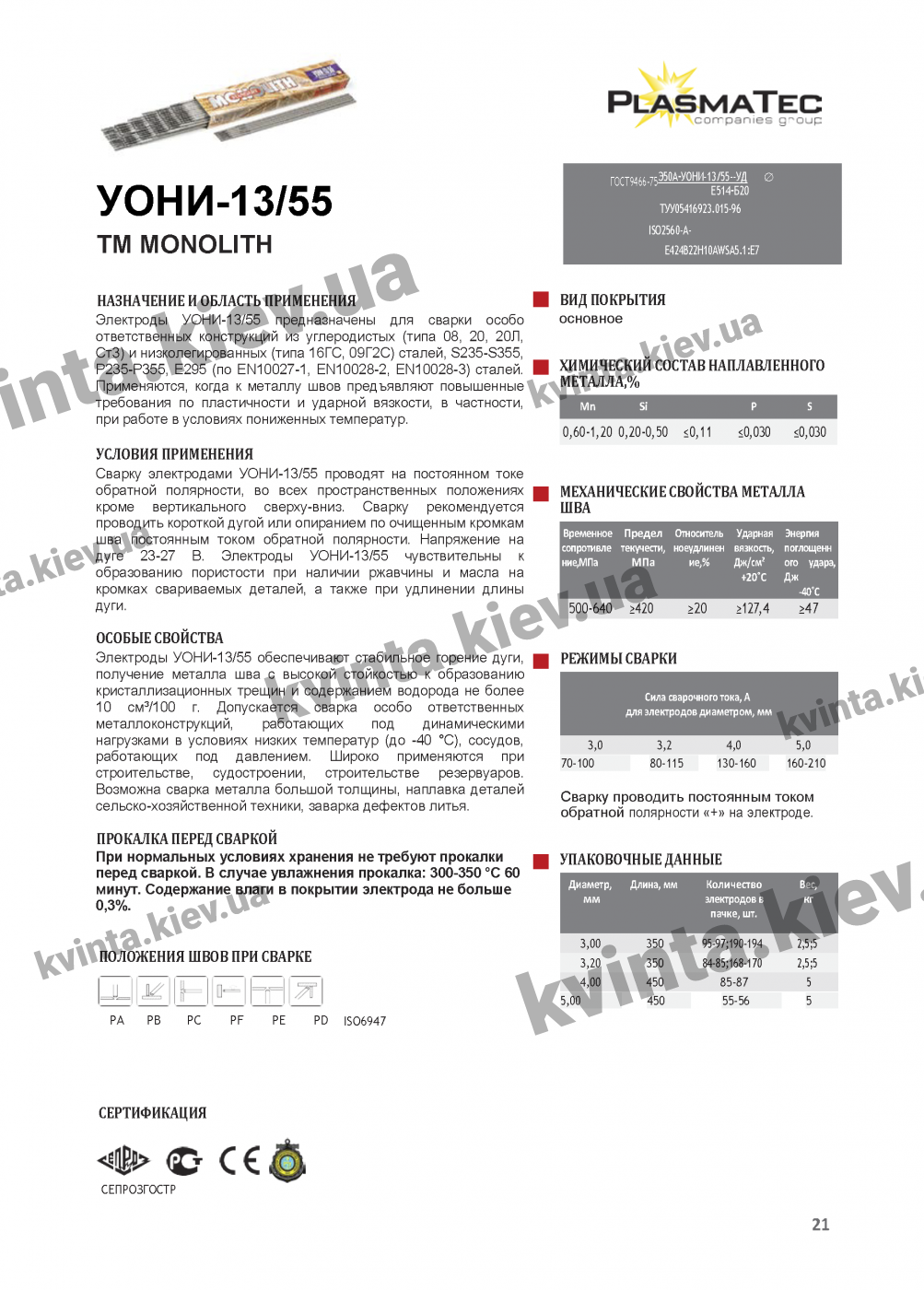
Электроды УОНИ-13/55 предназначены для сварки особо ответственных конструкций из углеродистых (типа 08, 20, 20Л, Ст3) и низколегированных (типа 16ГС, 09Г2С) сталей, S235-S355, P235-P355, E295 (по EN10027-1, EN10028-2, EN10028-3) сталей. Применяются, когда к металлу швов предъявляют повышенные требования по пластичности и ударной вязкости, в частности, при работе в условиях пониженных температур.
УСЛОВИЯ ПРИМЕНЕНИЯ
Сварку электродами УОНИ-13/55 проводят на постоянном токе обратной полярности, во всех пространственных положениях кроме вертикального сверху-вниз. Сварку рекомендуется проводить короткой дугой или опиранием по очищенным кромкам шва постоянным током обратной полярности. Напряжение на дуге 23-27 В. Электроды УОНИ-13/55 чувствительны к образованию пористости при наличии ржавчины и масла на кромках свариваемых деталей, а также при удлинении длины дуги.
Детальные технические хар-ки - смотрите в файле (в Фотогалерее).
ОСОБЫЕ СВОЙСТВА
Электроды УОНИ-13/55 обеспечивают стабильное горение дуги, получение металла шва с высокой стойкостью к образованию кристаллизационных трещин и содержанием водорода не более 10 см³/100 г. Допускается сварка особо ответственных металлоконструкций, работающих под динамическими нагрузками в условиях низких температур (до -40 °С), сосудов, работающих под давлением. Широко применяются при строительстве, судостроении, строительстве резервуаров. Возможна сварка металла большой толщины, наплавка деталей сельско-хозяйственной техники, заварка дефектов литья.
ПРОКАЛКА ПЕРЕД СВАРКОЙ
При нормальных условиях хранения не требуют прокалки перед сваркой. В случае увлажнения прокалка: 300-350 °С 60 минут. Содержание влаги в покрытии электрода не больше 0,3%.
СЕРТИФИКАЦИЯ - см. в Фотогалерее.















Каталог продукции


Консультация
от настоящих
профи своего дела
Мы знаем ответы на все вопросы о грузоподъёмном оборудовании, которые вы всегда хотели спросить, но боялись сделать это ))