
Информация, указанная на сайте – является ознакомительной и информационной. Не гарантируется наличие, любой позиции на конкретное время. Возможно заказать любой из указанных на сайте канатов – о сроках и стоимости просим Вас связываться с нами по указанным выше телефонам или по электронной почте.
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
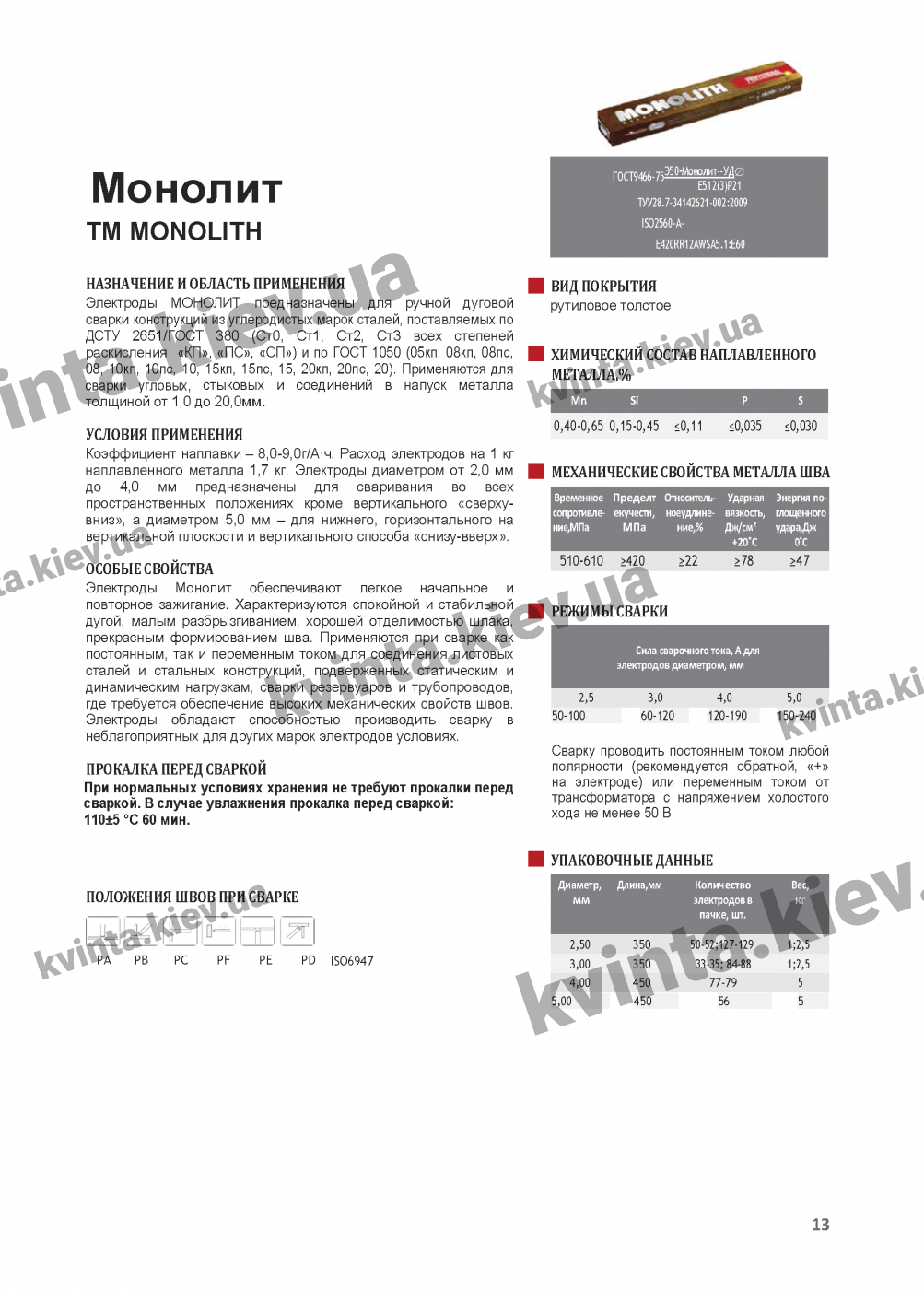
Электроды МОНОЛИТ предназначены для ручной дуговой сварки конструкций из углеродистых марок сталей, поставляемых по ДСТУ 2651/ГОСТ 380 (Ст0, Ст1, Ст2, Ст3 всех степеней раскисления «КП», «ПС», «СП») и по ГОСТ 1050 (05кп, 08кп, 08пс, 08, 10кп, 10пс, 10, 15кп, 15пс, 15, 20кп, 20пс, 20). Применяются для сварки угловых, стыковых и соединений в напуск металла толщиной от 1,0 до 20,0мм.
УСЛОВИЯ ПРИМЕНЕНИЯ
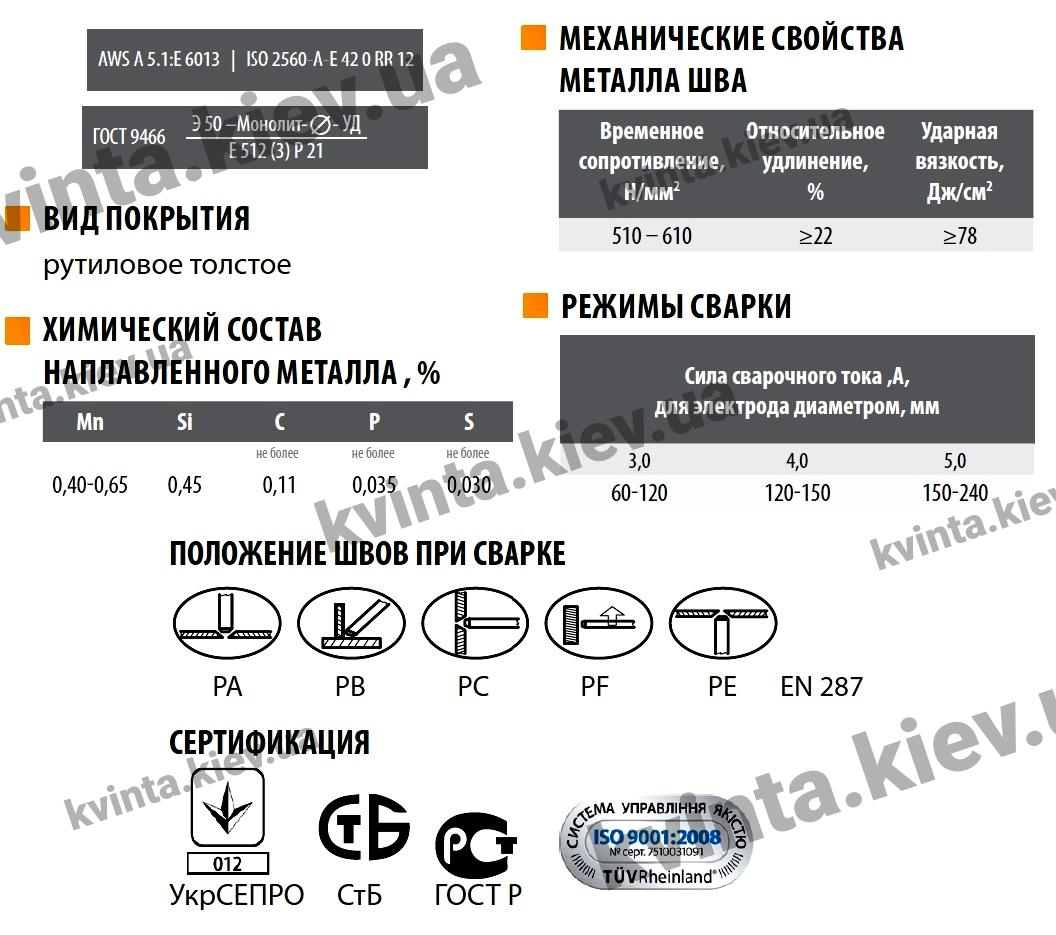
Коэффициент наплавки – 8,0-9,0г/А•ч. Расход электродов на 1 кг наплавленного металла 1,7 кг. Электроды диаметром от 2,0 мм до 4,0 мм предназначены для сваривания во всех пространственных положениях кроме вертикального «сверху-вниз», а диаметром 5,0 мм – для нижнего, горизонтального на вертикальной плоскости и вертикального способа «снизу-вверх».
Детальные технические хар-ки - смотрите в файле (в Фотогалерее).
ОСОБЫЕ СВОЙСТВА
Электроды Монолит обеспечивают легкое начальное и повторное зажигание. Характеризуются спокойной и стабильной дугой, малым разбрызгиванием, хорошей отделимостью шлака, прекрасным формированием шва. Применяются при сварке как постоянным, так и переменным током для соединения листовых сталей и стальных конструкций, подверженных статическим и динамическим нагрузкам, сварки резервуаров и трубопроводов, где требуется обеспечение высоких механических свойств швов. Электроды обладают способностью производить сварку в неблагоприятных для других марок электродов условиях.
ПРОКАЛКА ПЕРЕД СВАРКОЙ
При нормальных условиях хранения не требуют прокалки перед сваркой. В случае увлажнения прокалка перед сваркой: 110±5 °С 60 мин.















Каталог продукции


Консультация
от настоящих
профи своего дела
Мы знаем ответы на все вопросы о грузоподъёмном оборудовании, которые вы всегда хотели спросить, но боялись сделать это ))