
Информация, указанная на сайте – является ознакомительной и информационной. Не гарантируется наличие, любой позиции на конкретное время. Возможно заказать любой из указанных на сайте канатов – о сроках и стоимости просим Вас связываться с нами по указанным выше телефонам или по электронной почте.
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
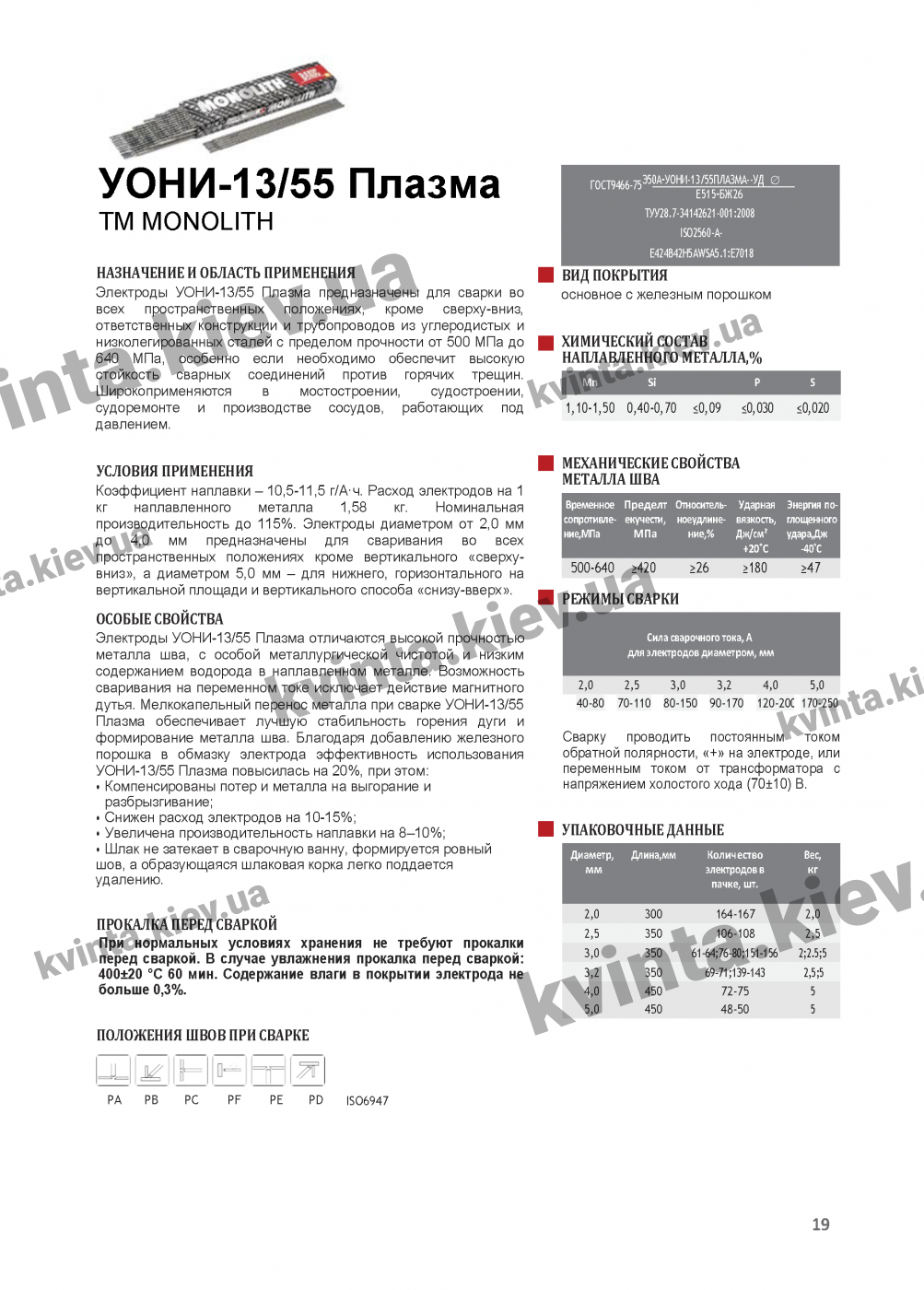
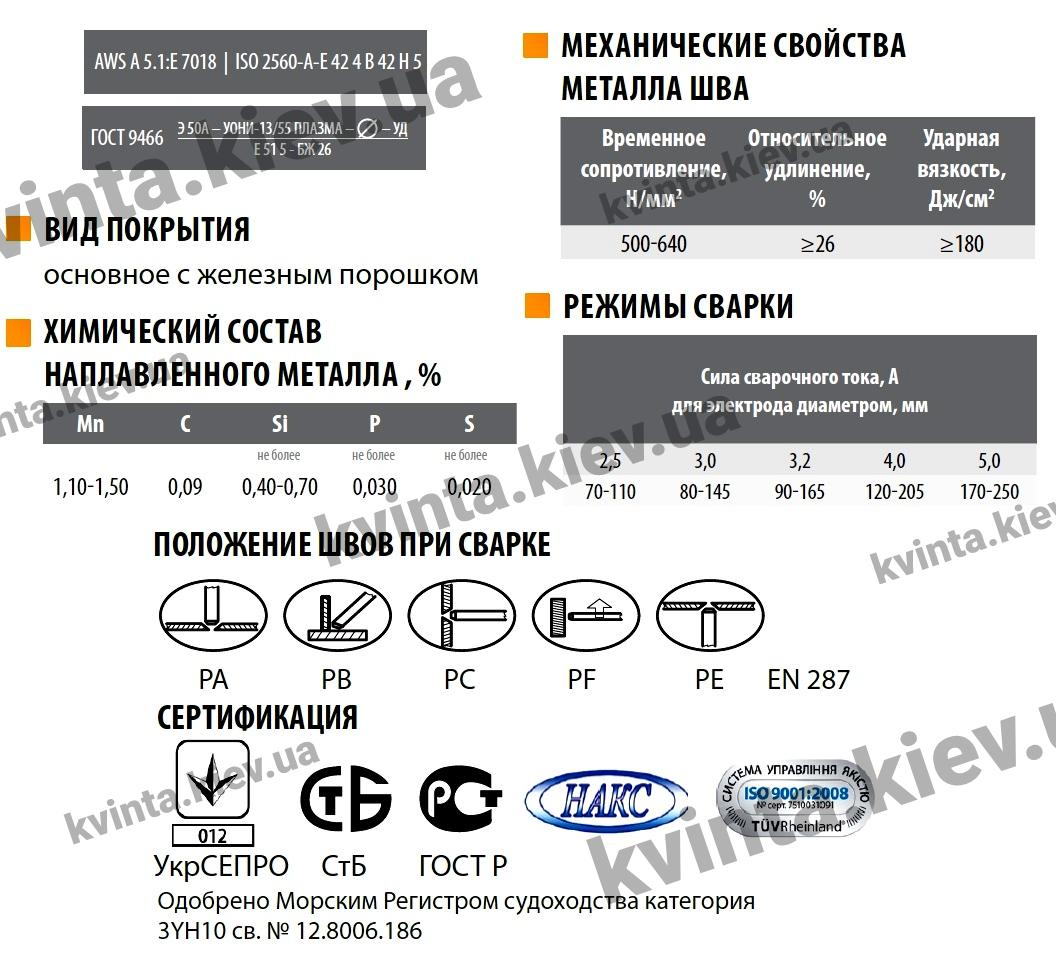
Электроды УОНИ-13/55 Плазма предназначены для сварки во всех пространственных положениях, кроме сверху-вниз, ответственных конструкции и трубопроводов из углеродистых и низколегированных сталей с пределом прочности от 500 МПа до 640 МПа, особенно если необходимо обеспечит высокую стойкость сварных соединений против горячих трещин. Широкоприменяются в мостостроении, судостроении, судоремонте и производстве сосудов, работающих под давлением.
УСЛОВИЯ ПРИМЕНЕНИЯ
Коэффициент наплавки – 10,5-11,5 г/А•ч. Расход электродов на 1 кг наплавленного металла 1,58 кг. Номинальная производительность до 115%. Электроды диаметром от 2,0 мм до 4,0 мм предназначены для сваривания во всех пространственных положениях кроме вертикального «сверху-вниз», а диаметром 5,0 мм – для нижнего, горизонтального на вертикальной площади и вертикального способа «снизу-вверх».
Детальные технические хар-ки - смотрите в файле (в Фотогалерее).
ОСОБЫЕ СВОЙСТВА
Электроды УОНИ-13/55 Плазма отличаются высокой прочностью металла шва, с особой металлургической чистотой и низким содержанием водорода в наплавленном металле. Возможность сваривания на переменном токе исключает действие магнитного дутья. Мелкокапельный перенос металла при сварке УОНИ-13/55 Плазма обеспечивает лучшую стабильность горения дуги и формирование металла шва. Благодаря добавлению железного порошка в обмазку электрода эффективность использования УОНИ-13/55 Плазма повысилась на 20%, при этом: • Компенсированы потер и металла на выгорание и разбрызгивание; • Снижен расход электродов на 10-15%; • Увеличена производительность наплавки на 8–10%; • Шлак не затекает в сварочную ванну, формируется ровный шов, а образующаяся шлаковая корка легко поддается удалению.
ПРОКАЛКА ПЕРЕД СВАРКОЙ
При нормальных условиях хранения не требуют прокалки перед сваркой. В случае увлажнения прокалка перед сваркой: 400±20 °С 60 мин. Содержание влаги в покрытии электрода не больше 0,3%.















Каталог продукции


Консультация
от настоящих
профи своего дела
Мы знаем ответы на все вопросы о грузоподъёмном оборудовании, которые вы всегда хотели спросить, но боялись сделать это ))