


Информация, указанная на сайте – является ознакомительной и информационной. Не гарантируется наличие, любой позиции на конкретное время. Возможно заказать любой из указанных на сайте канатов – о сроках и стоимости просим Вас связываться с нами по указанным выше телефонам или по электронной почте.
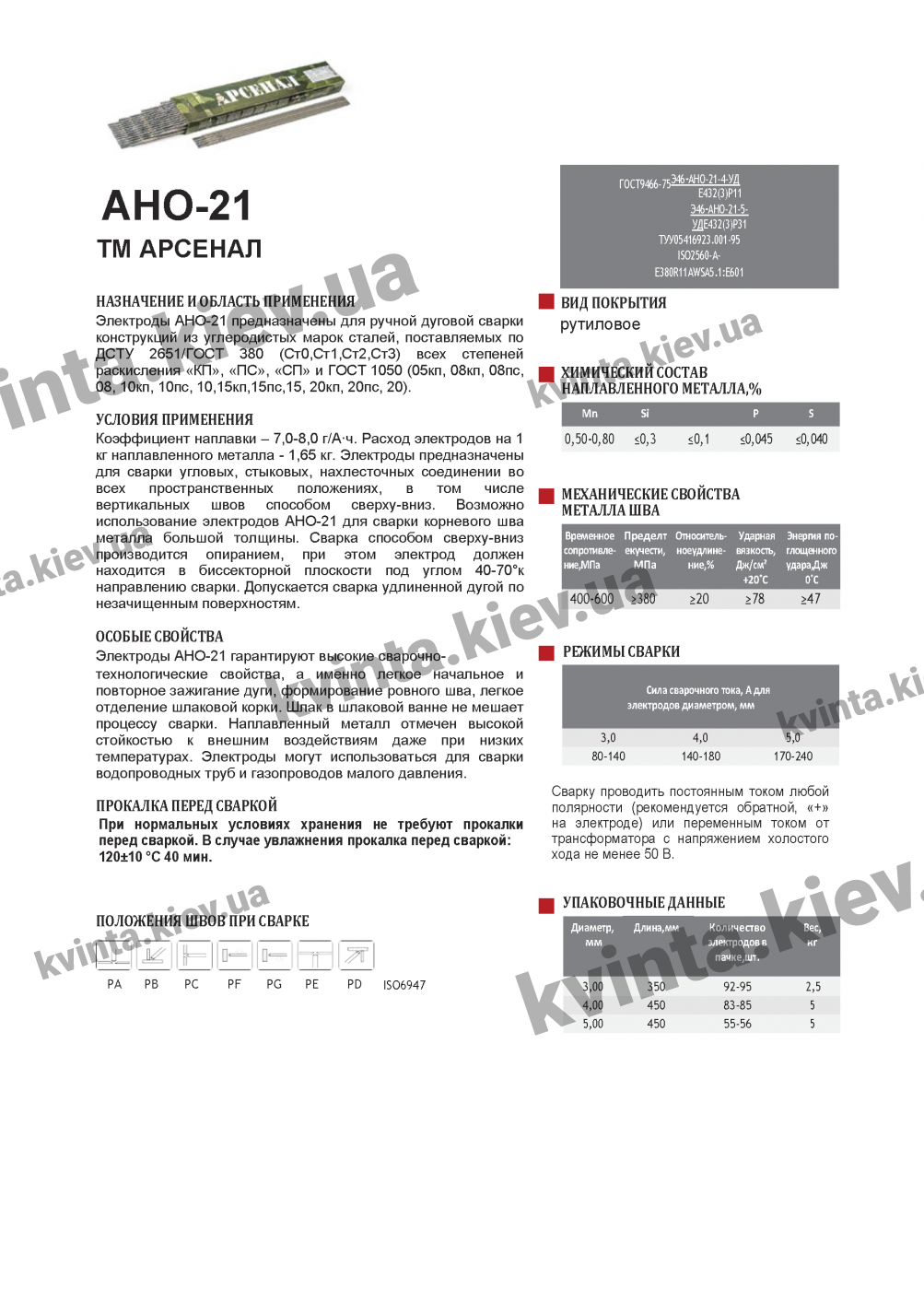
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
Электроды АНО-21 предназначены для ручной дуговой сварки конструкций из углеродистых марок сталей, поставляемых по ДСТУ 2651/ГОСТ 380 (Ст0,Ст1,Ст2,Ст3) всех степеней раскисления «КП», «ПС», «СП» и ГОСТ 1050 (05кп, 08кп, 08пс, 08, 10кп, 10пс, 10,15кп,15пс,15, 20кп, 20пс, 20).
УСЛОВИЯ ПРИМЕНЕНИЯ
Коэффициент наплавки – 7,0-8,0 г/А•ч. Расход электродов на 1 кг наплавленного металла - 1,65 кг. Электроды предназначены для сварки угловых, стыковых, нахлесточных соединении во всех пространственных положениях, в том числе вертикальных швов способом сверху-вниз. Возможно использование электродов АНО-21 для сварки корневого шва металла большой толщины. Сварка способом сверху-вниз производится опиранием, при этом электрод должен находится в биссекторной плоскости под углом 40-70°к направлению сварки. Допускается сварка удлиненной дугой по незачищенным поверхностям.
Детальные технические хар-ки - смотрите в файле (в Фотогалерее).
ОСОБЫЕ СВОЙСТВА
Электроды АНО-21 гарантируют высокие сварочно- технологические свойства, а именно легкое начальное и повторное зажигание дуги, формирование ровного шва, легкое отделение шлаковой корки. Шлак в шлаковой ванне не мешает процессу сварки. Наплавленный металл отмечен высокой стойкостью к внешним воздействиям даже при низких температурах. Электроды могут использоваться для сварки водопроводных труб и газопроводов малого давления.
ПРОКАЛКА ПЕРЕД СВАРКОЙ
При нормальных условиях хранения не требуют прокалки перед сваркой. В случае увлажнения прокалка перед сваркой: 120±10 °С 40 мин.















Каталог продукции


Консультация
от настоящих
профи своего дела
Мы знаем ответы на все вопросы о грузоподъёмном оборудовании, которые вы всегда хотели спросить, но боялись сделать это ))