

Информация, указанная на сайте – является ознакомительной и информационной. Не гарантируется наличие, любой позиции на конкретное время. Возможно заказать любой из указанных на сайте канатов – о сроках и стоимости просим Вас связываться с нами по указанным выше телефонам или по электронной почте.
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
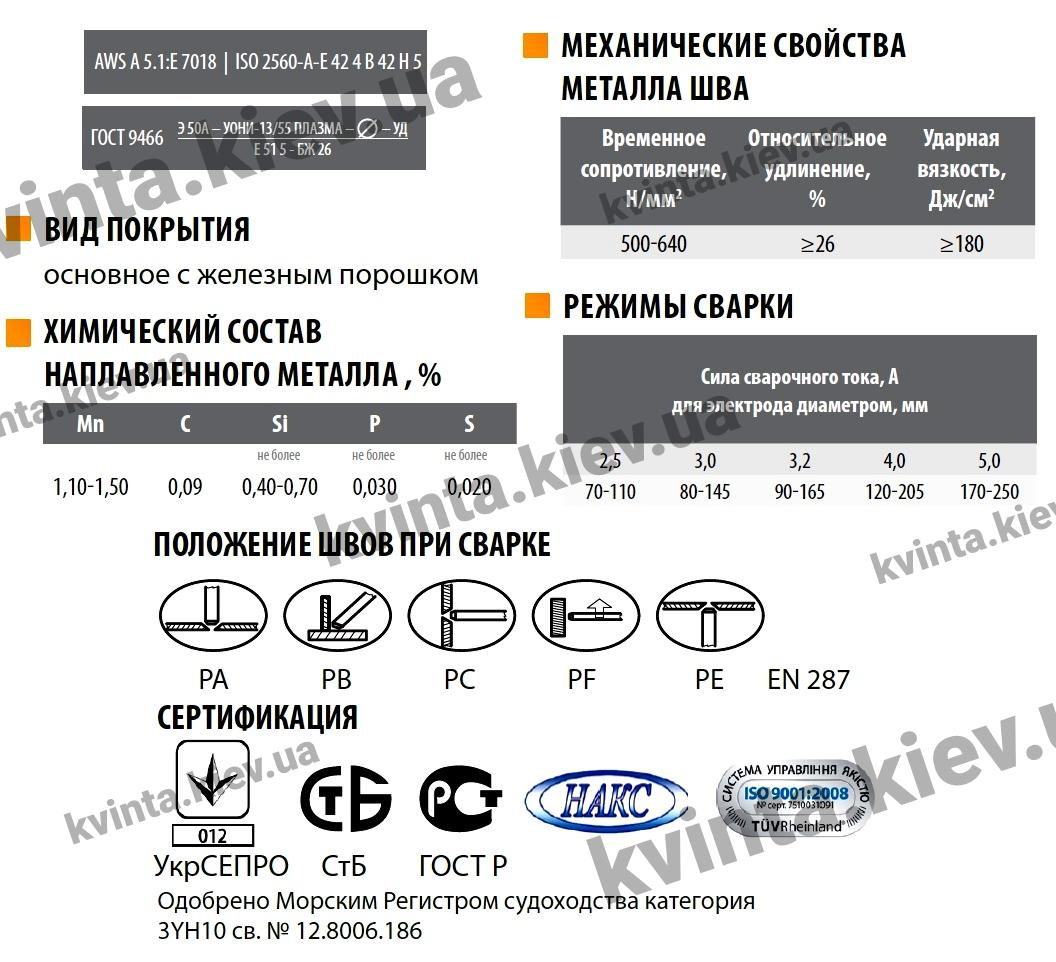
Электроды УОНИ-13/55 Плазма H4R применяются для сварки соответствующих металлических конструкций, котлов и резервуаров, работающих под высоким давлением, а также в строительстве трубопроводов, в судостроении и т.д. Электроды стойкие к поглощению влаги.
УСЛОВИЯ ПРИМЕНЕНИЯ
Предназначены для сварки во всех пространственных положениях, кроме сверху вниз, соответствующих конструкций и трубопроводов из углеродных и низколегированных сталей с границей прочности от 500 МПа до 640 МПа, особенно если необходимо обеспечить высокую стойкость сварочных соединений против горячих трещин.
Детальные технические хар-ки - смотрите в файле (в Фотогалерее).
ОСОБЫЕ СВОЙСТВА
Специальное покрытие препятствует поглощению влаги, уменьшает вероятность образования пор и гарантирует низкое содержание водорода в шве. За счет плавной вольт-амперной характеристики при работе достигается стабильная дуга. Безопасные преимущества электрода - отличная свариваемость, легкое отделение шлаковой пробки, низкая потеря металла от разбрызгивания.
Особенностью электродов УОНИ-13/55 Плазма H4R является то, что электроды не поглощают влагу с окружающей среды в течение 10-12 часов после открытия пачки. Благодаря этому не требуют повторной прокалки перед использованием, а также отличаются высокой прочностью металла шва, с особой металлургической чистотой и низким содержанием водорода в наплавленном металле.
ПРОКАЛКА ПЕРЕД СВАРКОЙ
При нормальных условиях хранения не требуют прокалки перед сваркой. В случае увлажнения прокалка перед сваркой: 400-420 °С 60 мин. Содержание влаги в покрытии электрода не больше 0,3%.















Каталог продукції


Консультація
від справжніх
професіоналів
Ми знаємо відповіді на усі питання про вантажопідйомне обладнання, яке ви завжди хотіли запитати, але боялися зробити це ))